
作為瓦楞紙板的核心,波紋狀瓦楞紙是所有包裝物料中最不同尋常的紙品之一。起初人們把它作為一種服飾用品。19世紀中期,男士帽的款式中就常常包含一條由波形紙製成的吸汗帶。1871年,一個名叫艾伯特·L·瓊斯的美國人將波形紙作為瓶裝產品在存儲和運輸期間的保護材料,並由此取得了專利權。三年之後,另一位名叫奧利弗·朗的美國人發明出把波形紙夾疊在多層平紙板之間的工藝,並就此申請了專利。這就是瓦楞紙包裝容器的起源,也是包裝工業的發祥地。

瓦楞紙板的基本結構非常簡單。一層波形紙與單張或多張掛面紙膠合為一體。最常見的結構就是一層“瓦楞紙芯”夾疊在兩張掛面紙之間。根據包裝的具體要求,可變換多種結構方式。當對瓦楞紙的堅固程度要求較高時,可製作出三層瓦楞紙芯與相應的多層掛面紙組合為一體的瓦楞紙板。
瓦楞紙板的結構特征取決於以下四個變量:(1)掛面紙的強度,(2)瓦楞原紙的強度,(3)波形瓦楞紙芯的高度及每英尺的凹槽數,(4)瓦楞紙壁的個數(單壁、雙壁或三壁)。
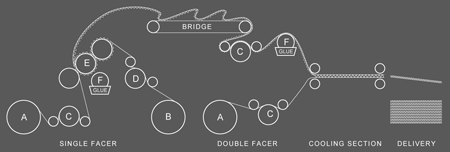
- GLUE = 施膠筒
- BRIDGE = 銜接橋
- SINGLE FACER = 單面機
- DOUBLE FACER = 雙面機
- COOLING SECTION = 冷卻機
- DELIVERY = 輸出成品
- A = 掛面紙板
- B = 瓦楞原紙
- C = 預熱機
- D = 預處理機
- E = 起楞機
- F = 施膠筒

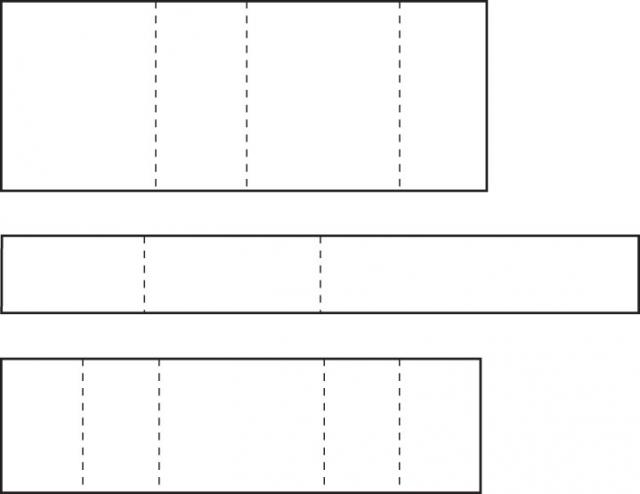
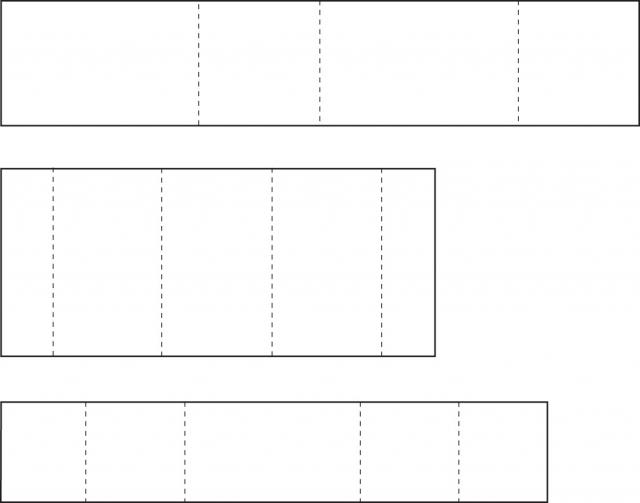
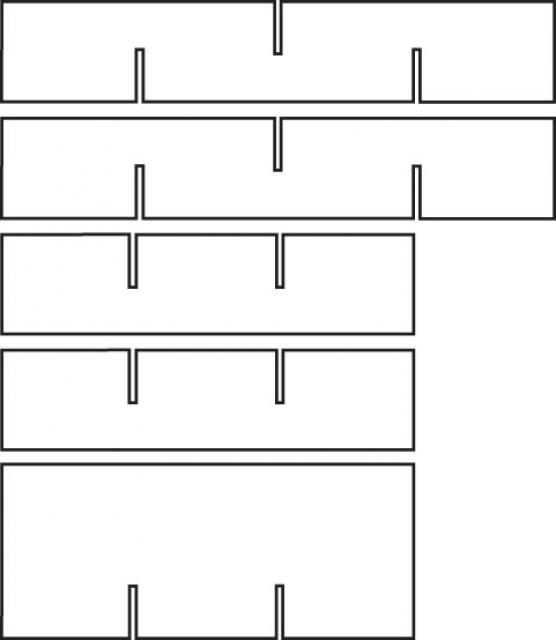
未掛面瓦楞紙(A波形)
|

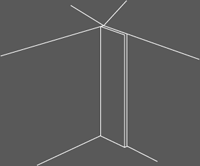
單掛面瓦楞紙(A波形)
|

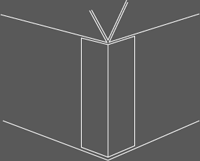
單壁(雙掛面)瓦楞紙(A波形)
|

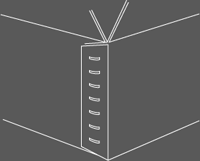
雙壁瓦楞紙(A和C波形)
|

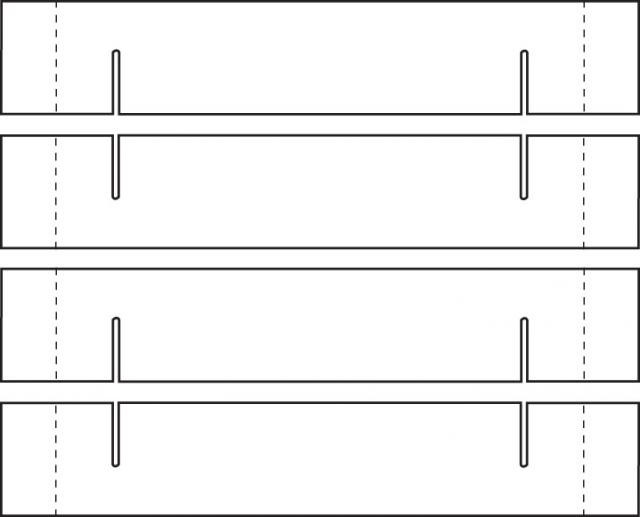
A波形瓦楞紙——縱向每英尺凹槽數為33個。厚度大約為3/16英尺(不含掛面紙厚度)。
|

B波形瓦楞紙——縱向每英尺凹槽數為47個。厚度大約為3/32英寸(不含掛面紙厚度)。
|

C波形瓦楞紙——縱向每英尺凹槽數為39個。厚度大約為9/64英寸(不含掛面紙厚度)。
|

E波形瓦楞紙——縱向每英尺凹槽數為90個。厚度大約為3/64英寸(不含掛面紙厚度)。
|
根據包裝的具體要求,可選的波形結構也有數種。A波形瓦楞紙由於凹槽間距較大,具有較好的緩衝效果。B波形瓦楞紙因每縱尺凹槽數較多而具有最好的邊壓強度。C波形瓦楞紙結合了前兩種的特性,E波形瓦楞紙則適用於要求超薄瓦楞紙的包裝條件。此外,最近人們還研製成一種新型瓦楞紙,這種瓦楞紙的凹槽和凸脊不僅形狀獨特,而且在尺寸上比E波形瓦楞紙的相應部位還要小,每縱尺的凸脊數也比E波形瓦楞紙多出15%至20%。
瓦楞紙板的使用是如此普及,以至於人們甚至將瓦楞紙的生產能力作為衡量一國整體經濟實力的標準之一。很難想像出哪種產品是無法用瓦楞紙箱進行包裝和運輸。今天,超過1160種產品——甚至包括鮮魚!——都是盛裝在瓦楞紙箱中來運輸的。
各種顏色的送貨箱和售點陳列盒都是使用了瓦楞紙板。瓦楞紙板是所有包裝材料中價格最為低廉的品種之一。
瓦楞紙箱的設計是一項重要工作。隨著新科技、新材料為紙箱加工帶來越來越多的選擇,為某款產品挑選合適的包裝設計這一過程就變得愈加複雜起來。
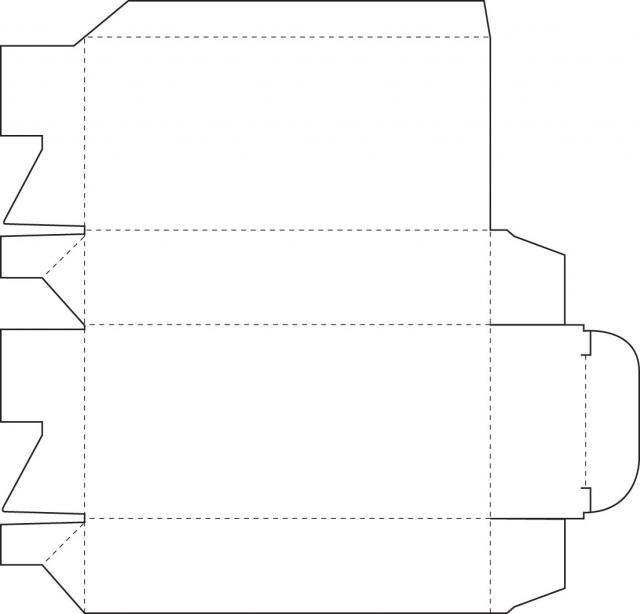
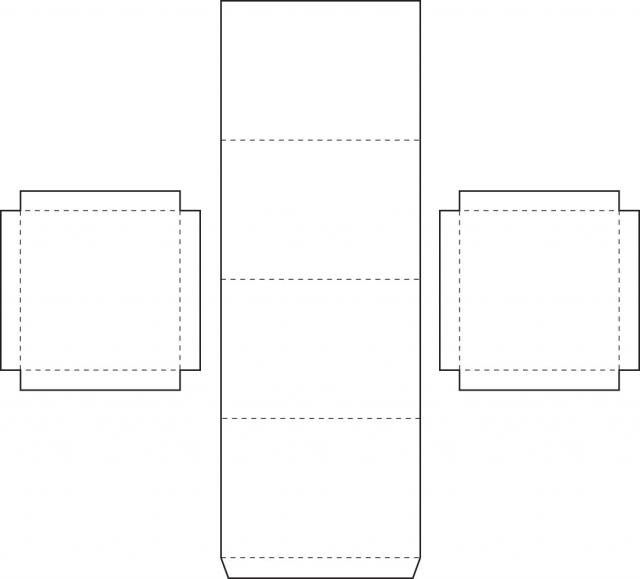
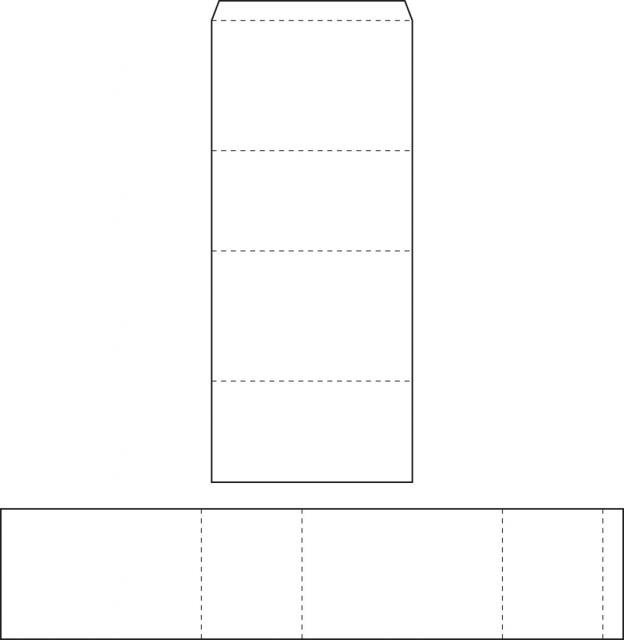
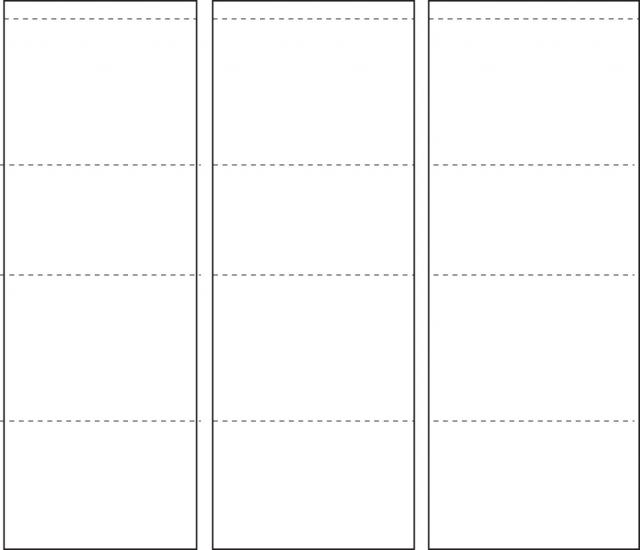
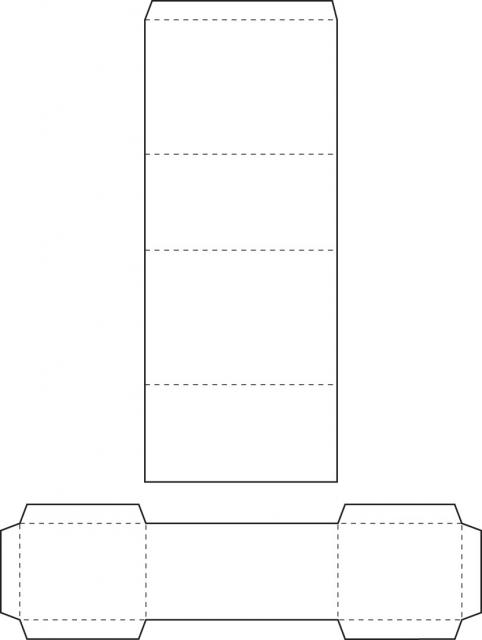
瓦楞紙板的使用方法種類繁多,不可計數。一些瓦楞紙箱的基本款式設計可適用於多種產品的包裝。為了加固、支撐產品或起到緩衝作用,還可在箱內使用一些瓦楞紙件(如平台、襯墊或插件)以及塑料製品(如成型的聚苯乙烯泡沫塑料)。
特製包裝容器是根據某個特定產品的具體要求而量身定做的。從產品本身的“可運輸性”到包裝容器如何堵塞、存儲、裝載、堆疊、固定、拆封和開啟,相關的具體要求可謂包羅萬象。特製包裝容器或定做紙箱通常是為特殊產品大批量(一萬件以上)加工而成的。標準紙箱(master carton)則是為了便於運輸,用於集裝更小紙箱的,通常用於食品、清潔劑、家居用品和五金器具的包裝運輸。
政府和包裝行業紛紛製定出相關的標準和規則以確保紙箱用戶的正當權益。還有一些法規就具體的運輸方式諸如鐵路、航空、公路和包裹郵遞(美國郵政局所提供的服務)等作出相應規定。此外,所有瓦楞紙材料和成品紙箱都必須有加工商的出品證明。所有的瓦楞紙箱上還必須明確標示重量、紙張成分以及穿擊試驗和破裂強度試驗的測試結果證明。
瓦楞紙加工技術的一大趨勢就是對瓦楞紙板表面進行塗蠟處理。防水塗層使得部分紙箱能夠多次使用;之前一直依靠造價昂貴的木箱筒運輸的產品,諸如農產品,也大大得益於這種防水塗布設計。
棕褐色的瓦楞紙板表面吸水性質極強,所以直接印刷的形式往往僅限於線條圖案。而這也是在瓦楞紙板上印刷的可靠性方法中成本最為低廉的一種。鉛印和近年來興起的柔性版印刷則是更為典型的印刷方式。
“預印”(preprint)這一術語即是指在瓦楞紙生產過程中,將一卷已經事先印刷好的紙張用於瓦楞紙芯掛面的工藝過程。柔性版印刷和照相凹版印刷則是大多數預印工藝所采用的印刷方式。紙張表面可以是牛皮紙、白色黏土塗布的牛皮紙、黏土塗布的漂白掛面紙或者金屬箔紙等等。預印工序的裝備成本相當昂貴。
對於大多數瓦楞紙板來說,全色印刷非常困難,在此方面隻有E波形瓦楞紙是個例外。因此,加工商常常會準備好大張標簽紙來覆蓋紙箱的一面或者多面;全尺寸標簽紙能貼蓋住一個紙箱的頂部和周圍四邊板;局部標簽紙則隻用於覆蓋紙箱的頂部或一到兩個邊板。根據紙箱的尺寸、形狀和成本考量,標簽貼覆的具體方法也有多種選擇,其中還包括覆膜工藝。
平版標貼(litho labeling)是指先用平版印刷方式在一張紙張上印刷圖文,然後再將這張紙粘合(或稱貼覆)到瓦楞紙板上。標簽紙可以是全覆蓋式的,也可以是局部覆蓋式的。平版標貼和覆膜工藝通常適用於盛裝玩具、遊戲用品、家居用品和體育用品的大型紙箱。
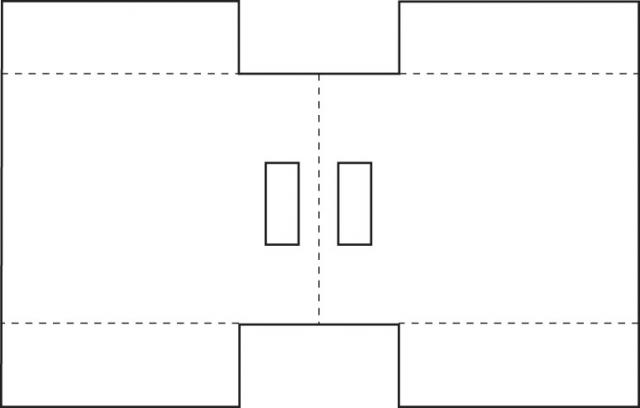
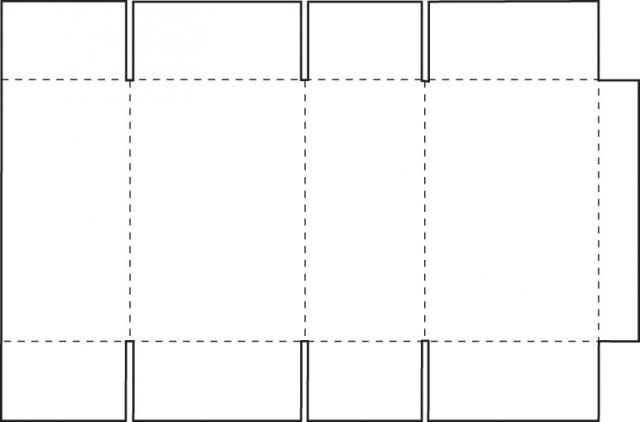
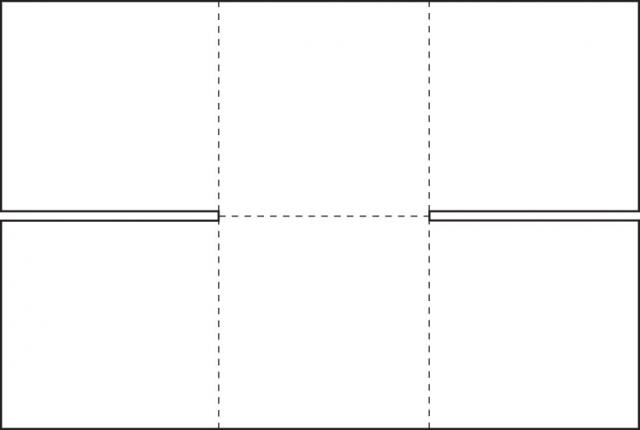
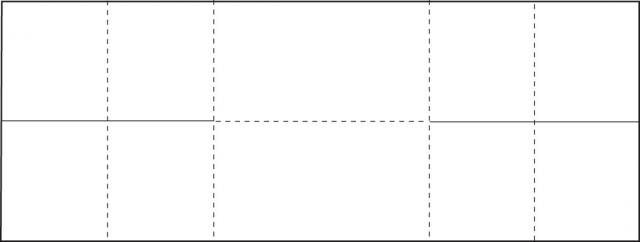
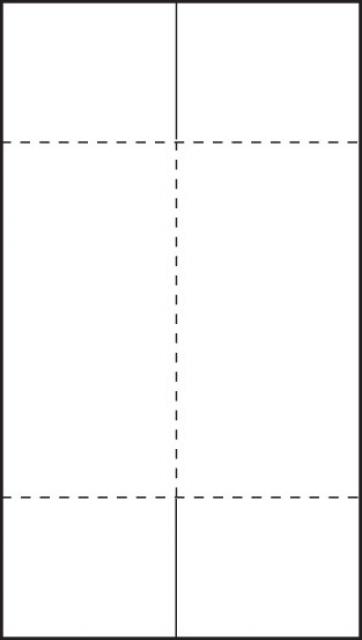
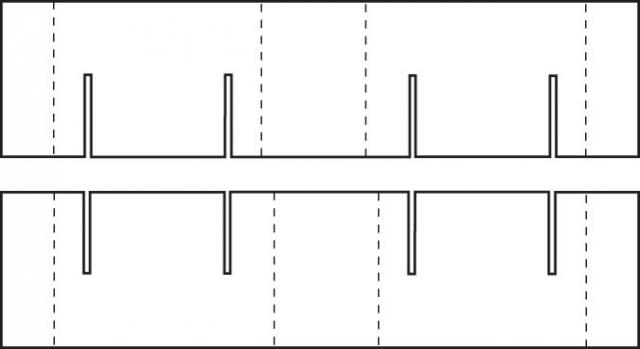
聯合接縫:製造者接縫處的凸片被粘貼到紙箱的內側。
|

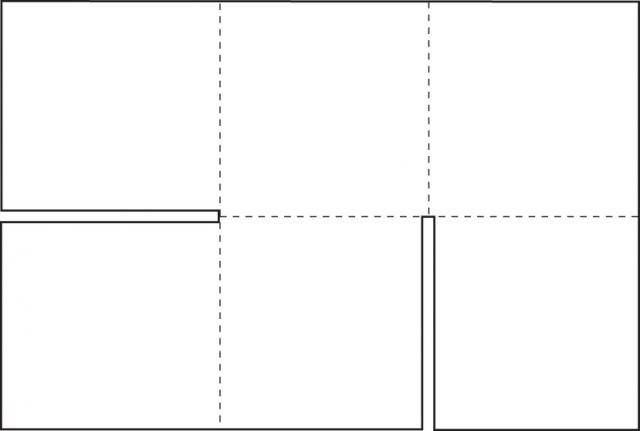
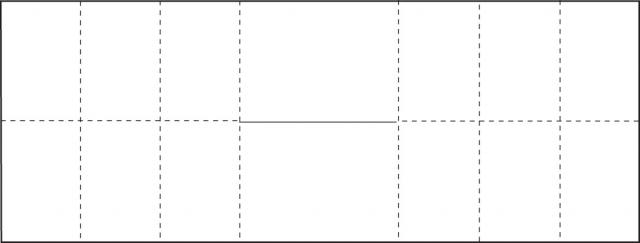
釘合接縫:接縫處凸片被釘合於紙箱的外側。
|
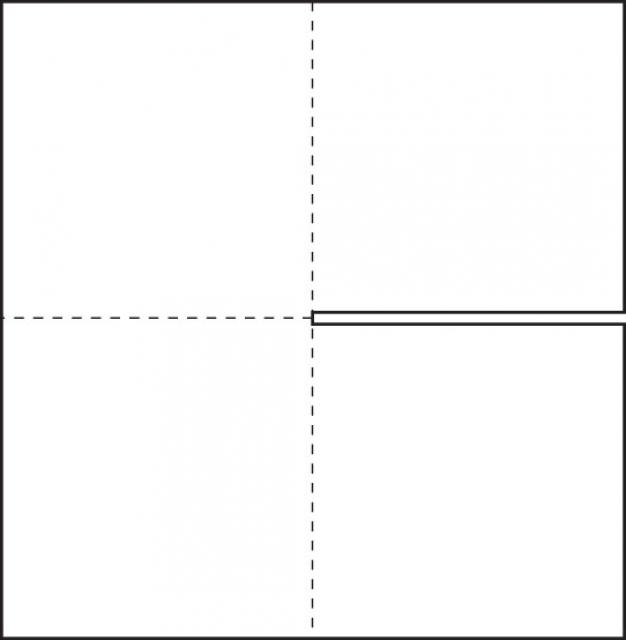
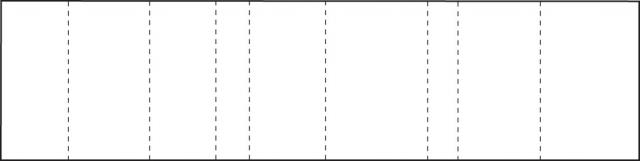
膠帶接縫:用粘貼膠帶從紙箱外部將邊板和端板貼合固定。此種方法無需在製造者接縫處預留凸片。
|
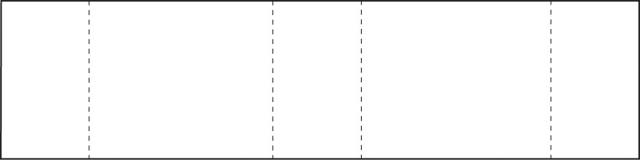
釘合接縫:接縫處凸片被釘合於紙箱的內側。
|
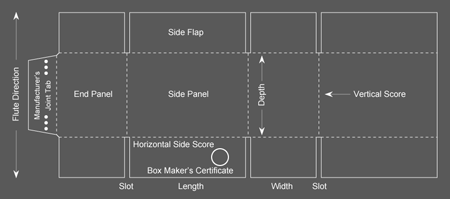
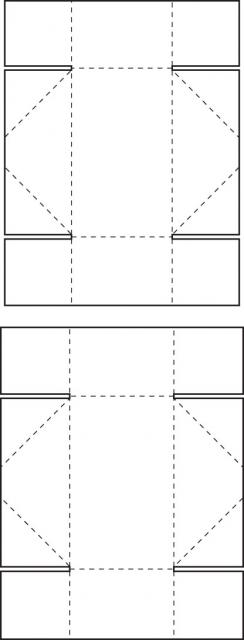
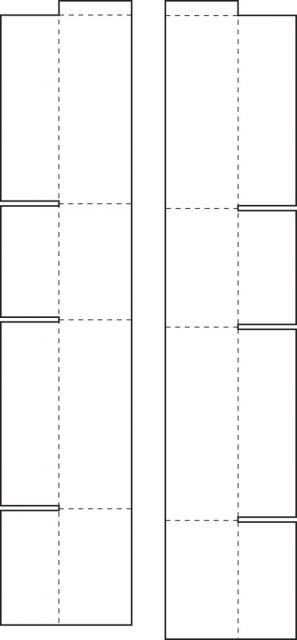
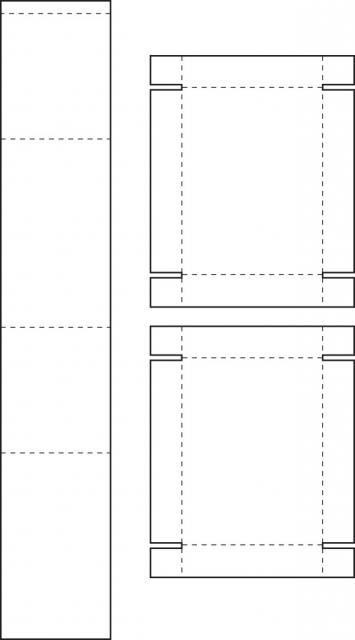
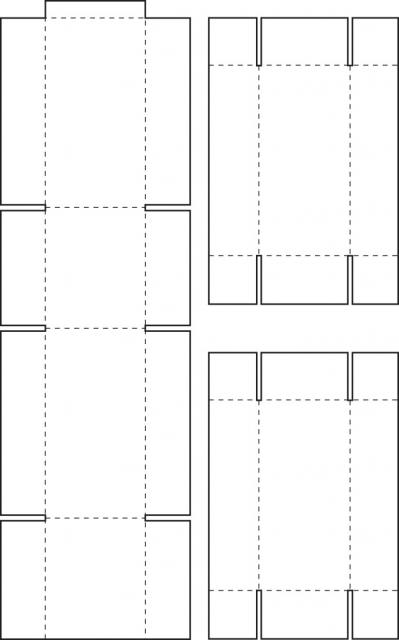
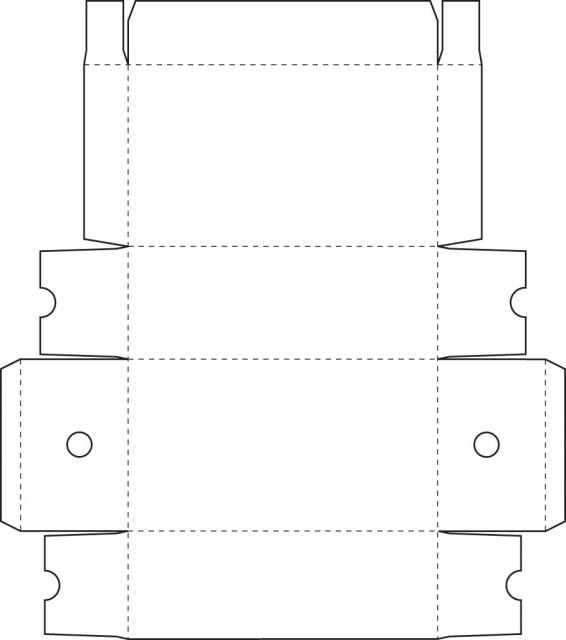
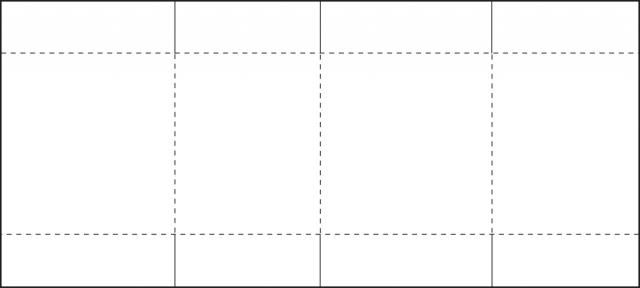
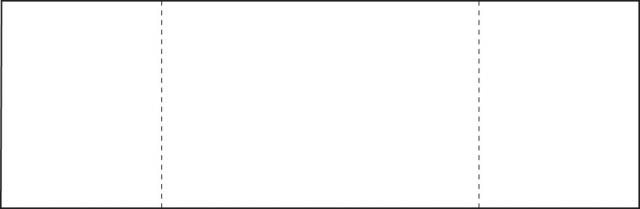
- Flute Direction = 波形方向
- Manufacturer's Joint Tab = 製造者接縫處凸片
- End Flap = 端板搖翼
- End Panel = 端板
- Side Flap = 邊板搖翼
- Side Panel = 邊板
- Horizontal Side Score = 水平邊劃痕
- Vertical Score = 豎直劃痕
- Box Maker's Certificate = 紙箱加工商標誌
- Slot = 狹縫
- Length = 長度
- Width = 寬度
- Depth = 深度
-
SPD074
-
SPD076 -
SPD078 -
SPD080 -
SPD082 -
SPD084 -
SPD086 -
SPD088 -
SPD090 -
SPD092 -
SPD094 -
SPD096 -
SPD098 -
SPD100 -
SPD102 -
SPD104 -
SPD106 -
SPD108 -
SPD110 -
SPD112 -
SPD114 -
SPD116 -
SPD118 -
SPD120 -
SPD122 -
SPD124 -
SPD126 -
SPD128 -
SPD130 -
SPD132 -
SPD134 -
SPD136 -
SPD138 -
SPD140 -
SPD142 -
SPD144 -
SPD146 -
SPD148 -
SPD150 -
SPD152 -
SPD154 -
SPD156 -
SPD158 -
SPD160 -
SPD162 -
SPD166 -
SPD168 -
SPD170 -
SPD172 -
SPD174 -
SPD176 -
SPD178 -
SPD180 -
SPD182 -
SPD184 -
SPD186 -
SPD188 -
SPD190 -
SPD192 -
SPD194 -
SPD196 -
SPD198 -
SPD200 -
SPD204 -
SPD206 -
SPD208 -
SPD210 -
SPD212 -
SPD214 -
SPD216 -
SPD218 -
SPD220 -
SPD222 -
SPD226 -
SPD228 -
SPD230 -
SPD232 -
SPD234 -
SPD236 -
SPD238 -
SPD240 -
SPD242 -
SPD244 -
SPD246 -
SPD248 -
SPD250 -
SPD252 -
SPD254 -
SPD256 -
SPD258 -
SPD260 -
SPD262 -
SPD264 -
SPD266 -
SPD268 -
SPD270 -
SPD272 -
SPD274 -
SPD276 -
SPD278 -
SPD280 -
SPD282 -
SPD284 -
SPD288 -
SPD290 -
SPD292 -
SPD294 -
SPD296 -
SPD298 -
SPD300 -
SPD302 -
SPD304 -
SPD308 -
SPD310 -
SPD312 -
SPD314 -
SPD316 -
SPD318 -
SPD320 -
SPD322 -
SPD324 -
SPD326 -
SPD328 -
SPD330 -
SPD332 -
SPD334 -
SPD336 -
SPD338 -
SPD340 -
SPD342 -
SPD344 -
SPD346 -
SPD348 -
SPD350 -
SPD352 -
SPD356A -
SPD356B -
SPD358A -
SPD358B -
SPD360 -
SPD362A -
SPD362B -
SPD364 -
SPD366 -
SPD368A -
SPD368B -
SPD370A -
SPD370B -
SPD372A -
SPD372B -
SPD374A -
SPD374B -
SPD376A -
SPD376B -
SPD378A -
SPD378B -
SPD380A -
SPD380B -
SPD382A -
SPD382B -
SPD384A -
SPD384B -
SPD386A -
SPD386B -
SPD388A -
SPD388B -
SPD390A -
SPD390B -
SPD392A -
SPD392B -
SPD394A -
SPD394B -
SPD396A -
SPD396B -
SPD398A -
SPD398B -
SPD400A -
SPD400B -
SPD402A -
SPD402B -
SPD404A -
SPD404B -
SPD406A -
SPD406B -
SPD408A -
SPD408B -
SPD410A -
SPD410B -
SPD412A -
SPD412B -
SPD414A -
SPD414B -
SPD416 -
SPD418 -
SPD420 -
SPD422
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
東莞和豐: 86-0769-85585535
東莞裕元: 86-0769-82270888
東莞貫誠: 86-0769-22289888
北京和豐: 86-010-60502398
| 五金 | 相冊 | 知識 | 問答 |
")
")